Ta strona używa plików cookies. Korzystanie z witryny oznacza zgodę na wykorzystywanie cookies. Uwaga: zablokowanie niektórych plików cookies uniemożliwi prawidłowe funkcjonowanie witryny.
Zgrzewanie grubych części razem (płyt i rur) wymaga zgrzewania całej grubości części w celu zapewnienia ciągłości mechanicznej zespołu. W tym celu na końcowych powierzchniach elementów należy montować ukosowanie przed połączeniem ich ze soba.
Zgrzewanie grubych części razem (płyt i rur) wymaga zgrzewania całej grubości części w celu zapewnienia ciągłości mechanicznej zespołu. W tym celu na końcowych powierzchniach elementów należy montować ukosowanie przed połączeniem ich ze sobą. Spawanie doczołowe rur jest szczególnie ważne, ponieważ spawarka zazwyczaj nie ma dostępu do wewnętrznej powierzchni łączenia. Dlatego wszystkie operacje spawania muszą być wykonywane od zewnątrz. Z tego powodu krawędzie muszą być odpowiednio przygotowane. Różne normy spawania (ASME, AWS, ISO, EN, itp.) generalnie podają instrukcje dotyczące geometrii ukosów. W tym artykule opisano preparaty najczęściej spotykane w przemyśle, w zależności od grubości ścian rur spawanych razem.
1. Uformowanie ukosu na końcu rury
1. UKOSOWANIE
Ukosowanie jest operacją do tworzenia płaskiej powierzchni kątowej na końcu rury. Otwór utworzony przez czynność ukosowania umożliwia spawarce dostęp do całkowitej grubości ścianki rury i umożliwia jej wykonanie jednolitego spoiny, co gwarantuje ciągłość mechaniczną zespołu. Przejście przez próg jest wykonywane u podstawy ukosów, tworząc podstawę do wypełnienia kąta rowka utworzonego przez dwa ukosy przez kolejne przejścia spawalnicze.
2. PLANOWANIE – CIĘCIE POD KĄTEM PROSTYM
Wygładzanie jest terminem używanym do działania w celu stworzenia gruntu, polegającego na wykonaniu płaskiej powierzchni na końcu rury. Prawidłowe wygładzenie ułatwia układanie rurociągów przed spawaniem, a także przyczynia się do stałego otwarcia progów między częściami. Są to dwa istotne parametry utrzymywania prawidłowego jeziorka spawalniczego, jak i zagwarantowania, że spoina progu w całości wniknęła do stawu
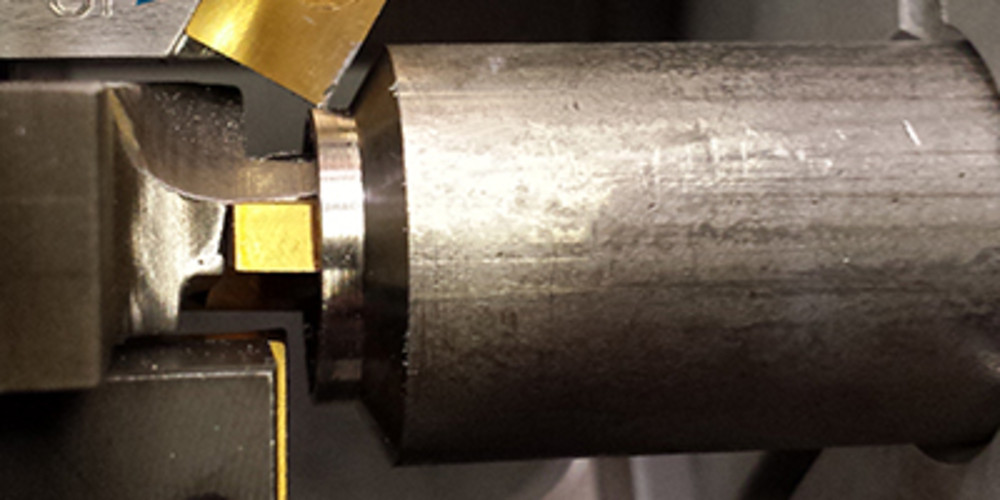
3. WYKONYWANIE POGŁĘBIEŃ WALCOWYCH OD WEWNTRZ
Tolerancje produkcji rur mogą prowadzić do różnych grubości na obwodzie rury. Może to prowadzić do zróżnicowania grubości powierzchni czołowej progu podczas wykonywania ukosowania. Dlatego w procedurach spawania na ogół zaleca się wykonywanie pogłębień walcowych. Działanie polega na delikatnej obróbce wewnętrznej powierzchni rury w celu zagwarantowania, że powierzchnia styku lub progu ma stałą szerokość na całym obwodzie rury. Utrzymanie stałej szerokości powierzchni styku ułatwia przechodzenie przez próg. Parametr ten jest istotny w przypadku stosowania automatycznych procesów spawania, ponieważ maszyna nie jest w stanie ocenić ani wyrównać ewentualnych nieprawidłowości na lądzie, co oczywiście nie dotyczy spawania ręcznego.
2. Różne typy ukosowania
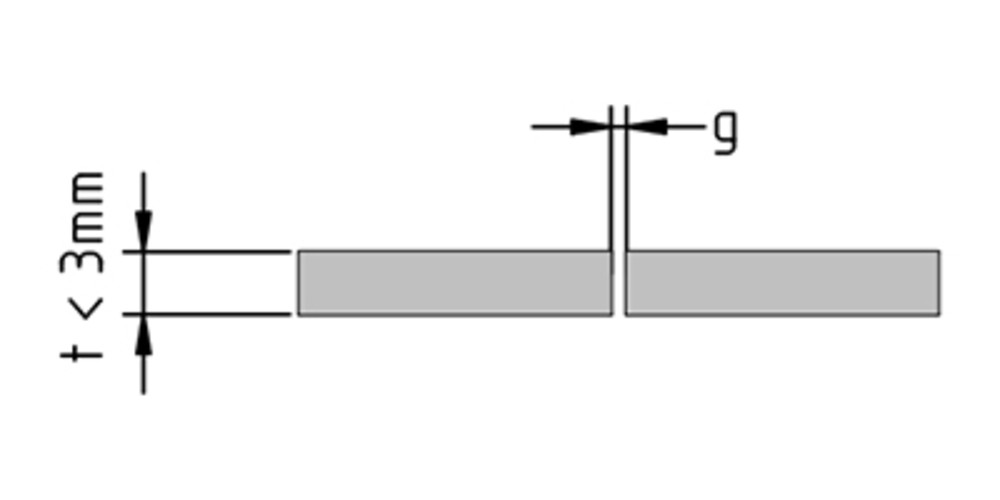
1. ZAKRES GRUBOŚCI T ≤ 3MM (.118”)
Jeśli spawanie doczołowe jest wymagane w przypadku rur o ścianach poniżej 3 mm (0,118”) grubości, ukośne zakończenie rury jest na ogół zbędne. Technologie spawania łukowego (111, 13x, 141) są zdolne do penetracji całej głębokości rury w pojedynczym przejściu.
Gdy stosuje się automatyczną technikę zgrzewania (spawanie orbitalne lub proces wykorzystujący źródła energii o wysokiej gęstości), koniec rury musi być zwrócony w kierunku upewnienia się, że krawędzie spoiny są idealnie prostopadłe. W zależności od zastosowania lub użytego procesu otwór między częściami będzie wynosić od g = 1/2t do g = 0 (zwłaszcza w przypadku procesów wykorzystujących źródła o wysokiej gęstości).
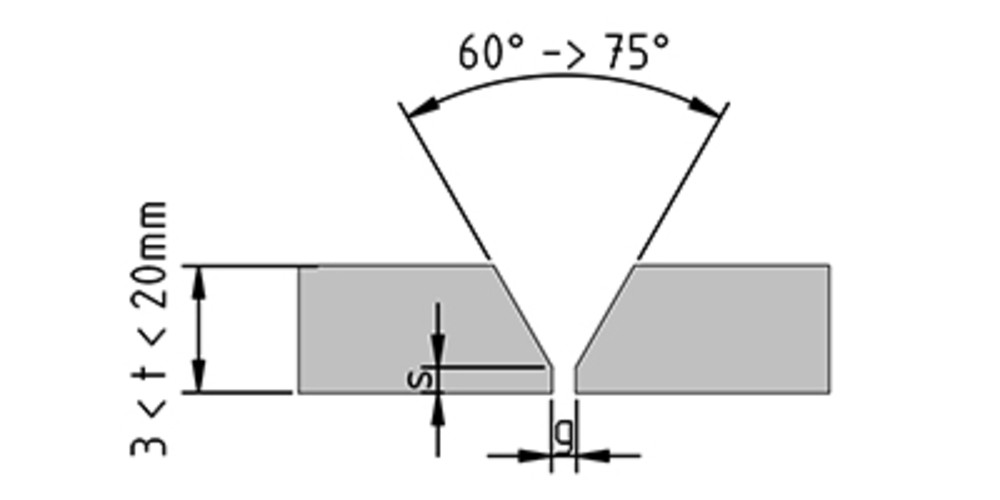
2. ZAKRES GRUBOŚCI 3 ≤ T ≤ 20MM (0,787”)
Gdy spawarka ma dostęp tylko do jednej strony spoiny, która ma być spawana, przygotowanie części o otwartych krawędziach kwadratowych nie umożliwia generalnie penetracji metalu spoiny, gdy grubość ścianki przekracza 3 mm (0,787”). Dlatego też należy wykonać ukosowanie, tak aby spawarka mogła przechodzić na dnie złączenia, które następnie zostanie wypełnione przez jeden lub więcej dodatkowych przebiegów. Zwykle przejście przez próg wykonuje się z zastosowaniem procesu 141 w celu zapewnienia możliwie najlepszej penetracji (przechodzenie przez próg jako podstawa dla kolejnych przejść spawalniczych). Ze względów ekonomicznych, następujące przejścia, zwane „wypełnieniem” lub „wypełnianiem”, są wykonywane przy użyciu procesu 13x lub 111, który jest wydajniejszy (ilość złożonego metalu, szybkość podawania itp.) niż w procesie 141.
Najbardziej popularnymi kątami rowków V są 60° i 75° ((2×30° i 2x37,5°) w zależności od stosowanej normy. Na ogół wymagana jest powierzchnia styku o szerokości od 0,5 do 1,5 mm (0,020 i 0,059”). Otwór progu między spawanymi częściami (g) wynosi od 0,5 do 1 mm (0,020 i 0,059”).
Jednakże w tym zakresie grubości wymagana jest obróbka rowków „J” (szczegóły poniżej). Jest to szczególnie ważne w przypadku stosowania metod spawania orbitalnego. Jest to również zwykły rodzaj przygotowania w przypadku stopów spawalniczych, takich jak dupleks lub inkonel.
3. ZAKRES GRUBOŚCI 20 MM (0,787”) ≤ T
Kiedy grubość ścianek zwiększa się na spawanych częściach, ilość metalu spawanego, który musi być osadzony w spawanej stopce wzrasta również w podobnych proporcjach. W celu uniknięcia zbyt długich i zbyt kosztownych prac spawalniczych z punktu widzenia robocizny i materiałów eksploatacyjnych, przygotowania do spawania połączeń o grubości powyżej 20 mm (0,787”) są wykonywane z zastosowaniem ukosów, które umożliwiają zmniejszenie całkowitej objętości ukosu.
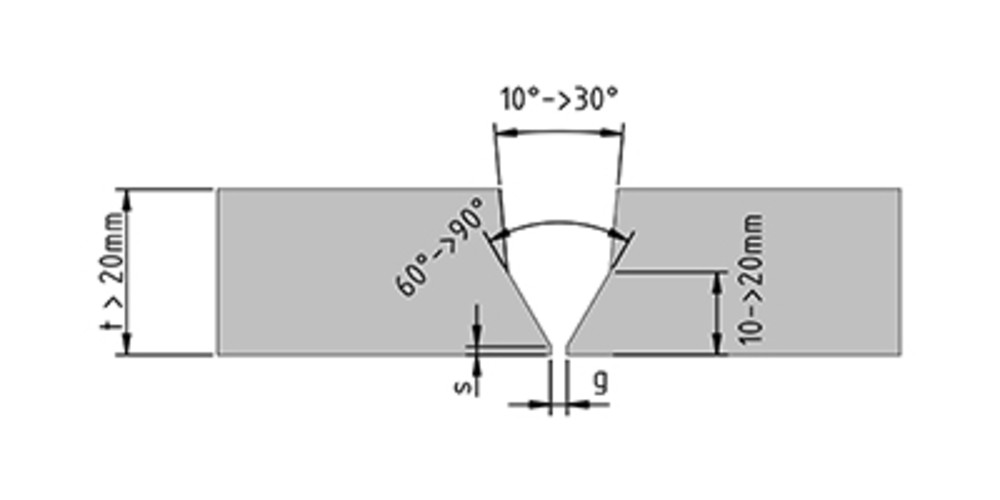
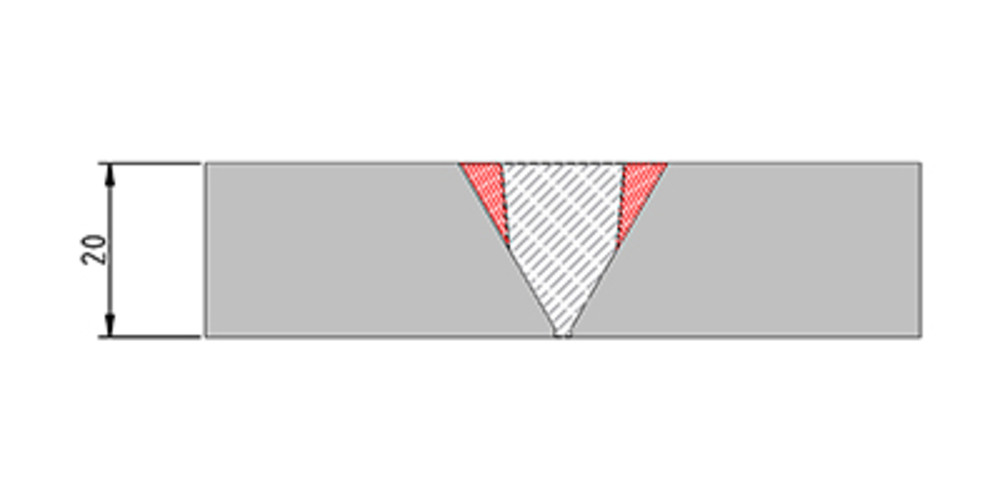
1. Rowki z podwójnym kątem V (lub rowki złożone V):
Pierwszym rozwiązaniem do zmniejszenia wielkości ukosu jest dokonanie zmiany kąta rowka. Początkowy kąt 30° lub 37,5° (do 45°) łączy się z drugim kątem, zazwyczaj pomiędzy 5° i 15°. Należy zachować pierwszy kąt 30° lub 37,5°, aby uniknąć zbyt wąskiego rowka i uniemożliwienia spawaczowi przechodzenia przez próg.
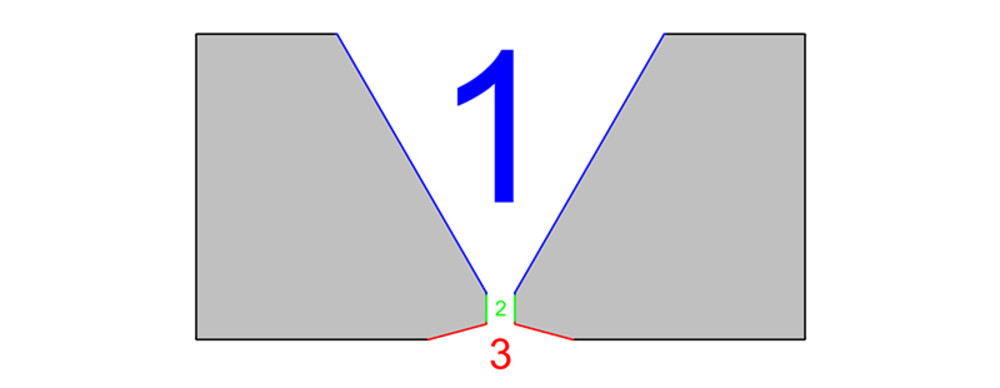
Na przykład, w porównaniu z 30° ukosowaniem jednokątnym (szara strefa plus czerwona strefa), ukos V z podwójnym kątem 30°/5° (szara strefa) daje oszczędność około 20% pod względem spoiny metalowej dla części o 20 mm (0,787”) grubości.
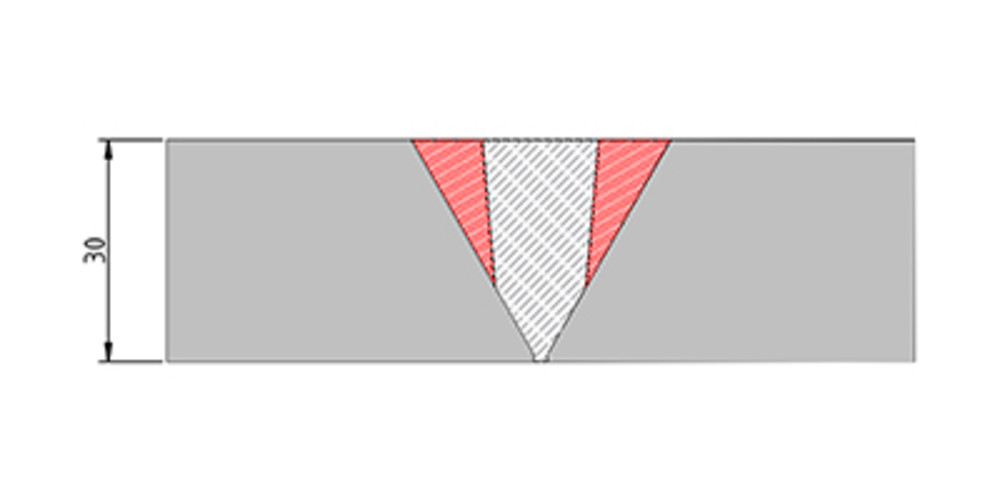
Potencjalne oszczędności pod względem wielkości ukosu zwiększają się proporcjonalnie do grubości ścian rury przeznaczonej do spawania. W rezultacie oszczędności na rurze o grubości 30 mm (1,181 ") wynoszą ponad 35%.
2. POJEDYNCZE I PODWÓJNE ROWKI KĄTOWE J
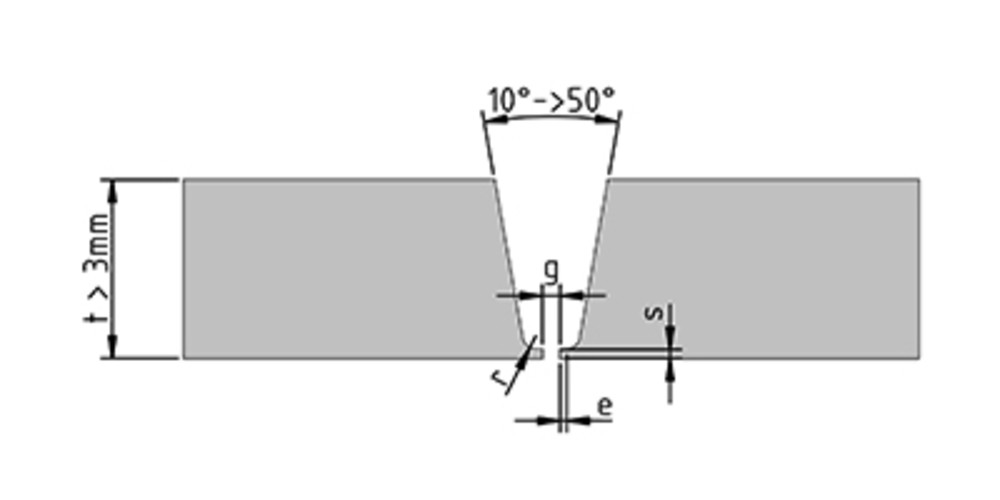
Drugie rozwiązanie drastycznie redukujące objętość ukosu, a tym samym ilość spawanego metalu w preparacie rowka "J". Rowki o pojedynczym kącie "J" składają się z kąta, który wynosi zwykle od 5° do 20 °, promienia rowka (r) i wzrostu powierzchni styku(ów). Ten ostatni element ułatwia przechodzenie przez próg, dając spawarce lepszy dostęp do powierzchni styku.
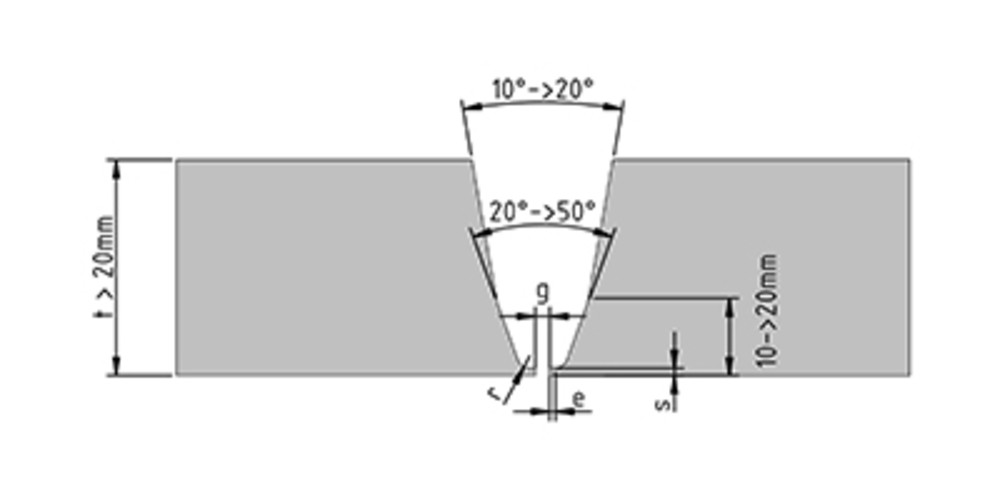
W przypadku bardzo grubych ścian można wykonać rowki złożone "J”. Zazwyczaj pierwszy kąt jest wykonywany w 20°, a drugi przy 5°.
Rowki J lub złożone J zwykle są spawane z bardzo małym lub zerowym otworem(ami) między częściami.
Z punktu widzenia geometrii, ukosowania muszą być idealne, aby uniknąć pęknięć i innych problemów. Oprócz zapewnienia dokładności gwarantowanej dla tego typu przygotowań, używana maszyna musi być również zdolna do szybkiej obróbki grubych rur, aby osiągnąć szybkość produkcji wymaganą przez producentów.
3. PRZYGOTOWANIE WĄSKIEGO ODSTĘPU
Odmianą tego typu ukosowania jest przygotowanie wąskokątne, stosowane coraz bardziej w przemyśle naftowym ze względu na zwiększenie grubości ścian rur i utrzymanie wysokich stóp produkcji. Technika ta polega zazwyczaj na wykonaniu pojedynczego lub złożonego ukosu „J”, przy czym otwór jest możliwie wąski. Zapewnia to znaczne zmniejszenie zużycia metalu spawanego i zwiększenie wydajności dzięki zmniejszeniu czasu spawania. Dla grubości powyżej 50 mm (1,968”) współczynnik produktywności może być ponad pięciokrotnie większy niż na spoinie wykonanej tradycyjnym skosem. Mimo to, w użyciu tej techniki można znaleźć wiele ograniczeń. Dwa z nich mają bezpośredni wpływ na proces przygotowania spoiny:
Po pierwsze, geometria ukosowa i otwór między częściami muszą być kontrolowane z największą dokładnością. Wynika to z faktu, że otwarcie między częściami nie daje dostępowi spawarki do progu ukosu. W rezultacie cały spaw, włącznie z przejściem progowym, musi być wykonany przy użyciu procesu automatycznego. Procesy automatyczne nie mogą zaakceptować błędów w ustawieniu lub nieprawidłowościach w szerokości powierzchni styku, w przeciwieństwie do spawacza, który jest w stanie dostosować położenie swojego palnika do wyrównywania błędów geometrycznych w rowku.
Stopień materiału spawanego stanowi drugi czynnik, który należy wziąć pod uwagę. Każdy rodzaj materiału ma różne właściwości skurczu. Dlatego też należy dokładnie przeanalizować geometrię ukosu (kąt otwarcia) dla każdej innej klasy. Im wyższy stopień skurczu materiału po spawaniu, tym większy kąt musi być otwarty, aby zapobiec pojawianiu się pęknięć podczas krzepnięcia. Odchylenie o kilka dziesiątej stopnia w kącie może mieć bezpośredni wpływ na wystąpienie lub brak pęknięć, zwłaszcza przy spawaniu stopów na bazie niklu.
Te typy ograniczeń wymagają długich i kosztownych wstępnych badań. Dlatego muszą im towarzyszyć doskonały proces obróbki ukośnej. Opis procedury spawania (DMOS) wynikającej z badań wstępnych wymaga, aby powierzchnie styku były dokładne do jednego milimetra (0,039”), aby kąty były dokładne do jednego stopnia, a także części, które mają być spawane, aby były idealnie wyrównane, aby uniknąć ewentualnych wad spawania. W związku z tym sprzęt używany do wykonania ukosu musi być w stanie zapewnić niezawodne powtarzane przygotowania we wszystkich warunkach.
3. Obróbkę ukosu na końcu rury
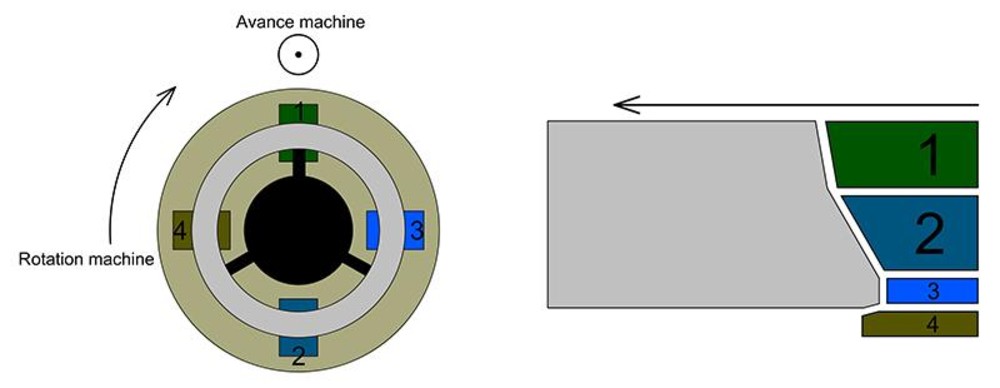
1. OSIOWE MASZYNY RUCHOWE
Maszyny do ruchu osiowego są wyposażone w płytkę, która porusza się zgodnie z osią rury. Narzędzia do cięcia są umieszczone na płycie w celu uzyskania wymaganego kształtu ukosu. W przypadku ukosu złożonego stosuje się narzędzia, które mają kształt identyczny do kształtu wymaganego ukosu lub ich kształt tworzony jest za pomocą kombinacji prostych narzędzi kształtu. Najskuteczniejsze maszyny na rynku umożliwiają jednoczesne użycie czterech narzędzi. Umożliwia to wykonywanie ukosu, powierzchni styku i kontrnawiercanie w jednej operacji
Tutaj narzędzia nr 1 i 2 wytwarzają złożone ukosowanie (dwa narzędzia mogą być łączone, tworząc jedno pojedyncze narzędzie). Narzędzie nr 3 zwrócone jest ku ziemi lub progowi, a narzędzie nr 4 nawierca przeciwstawnie średnicę wewnętrzną rury. Narzędzia przemieszczają się równolegle do osi rury. Z tego powodu maszyny przesuwające się osiowo są zasadniczo przeznaczone do operacji ukosowania i nie są w stanie przeciąć rury na dwie oddzielne części. Przykład zastosowania: Dokonać ukosowania na końcu rury, która została wcześniej przycięta do odpowiedniej długości.
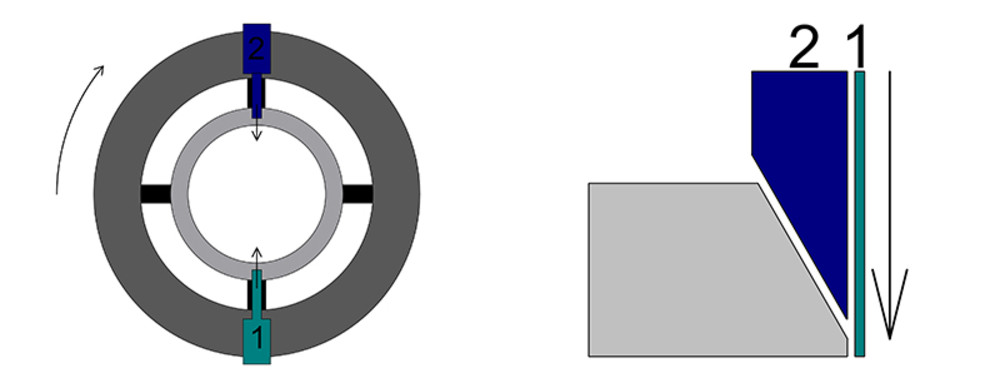
2. MASZYNY PRZEMIESZCZAJĄCE SIĘ PROMIENIŚCIE
Maszyny przemieszczające się promieniście, nazywane maszynami orbitalnymi, są na ogół umieszczone na zewnątrz rury. Płyta uchwytu narzędziowego obraca się, podczas gdy obrabiana rura pozostaje nieruchoma. Narzędzia przemieszczają się prostopadle do osi rury za pomocą mechanicznego systemu przesyłowego. W przeciwieństwie do osiowo poruszających się maszyn, maszyny przemieszczające się promieniście wykonują operację ukosowania, rozcinając rurę na dwie części. Tak więc drugi typ maszyny może być używany do cięcia rur lub do regulacji długości.
Wykorzystanie narzędzi do ukosowania (nr 2, o prostych lub złożonych kształtach) w połączeniu z narzędziami tnącymi (nr 1) umożliwia rozcinanie rur na dwie części i przygotowanie spawu (ukosowanie) w pojedynczej operacji. Najbardziej wydajne maszyny są w stanie wycinać i rozcinać kilkadziesiąt milimetrów w ciągu zaledwie kilku minut. Przykład zastosowania: Cięcia odcinków rur z pierwotnej rury podstawowej. Części wycięte w ten sposób są ukosowane w tym samym czasie co operacja cięcia.
 Français
Français  English USA
English USA  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国