Ce site internet utilise des cookies. En poursuivant votre navigation, vous acceptez l’utilisation de cookies. Attention, le blocage de certains cookies empêche le fonctionnement correct du site.
La sélection d’un matériau n’est jamais due au hasard dans l’industrie. Lors de la phase de conception, les caractéristiques des matériaux doivent être soigneusement étudiées et fixées afin d’éviter toutes complications lors de leur utilisation tout en évitant les coûts superflus.
Les matériaux utilisés dans la fabrication des tubes et leur usinabilité
La sélection d’un matériau n’est jamais due au hasard dans l’industrie. Lors de la phase de conception, les caractéristiques des matériaux doivent être soigneusement étudiées et fixées afin d’éviter toutes complications lors de leur utilisation tout en évitant les coûts superflus.
Cela est encore plus vrai lorsqu’il s’agit de choisir un matériau pour un tube. Certains tubes sont en effet soumis à de fortes contraintes mécaniques, thermiques, ou encore chimiques selon le type de fluide qu’ils transportent, sa pression et sa température.
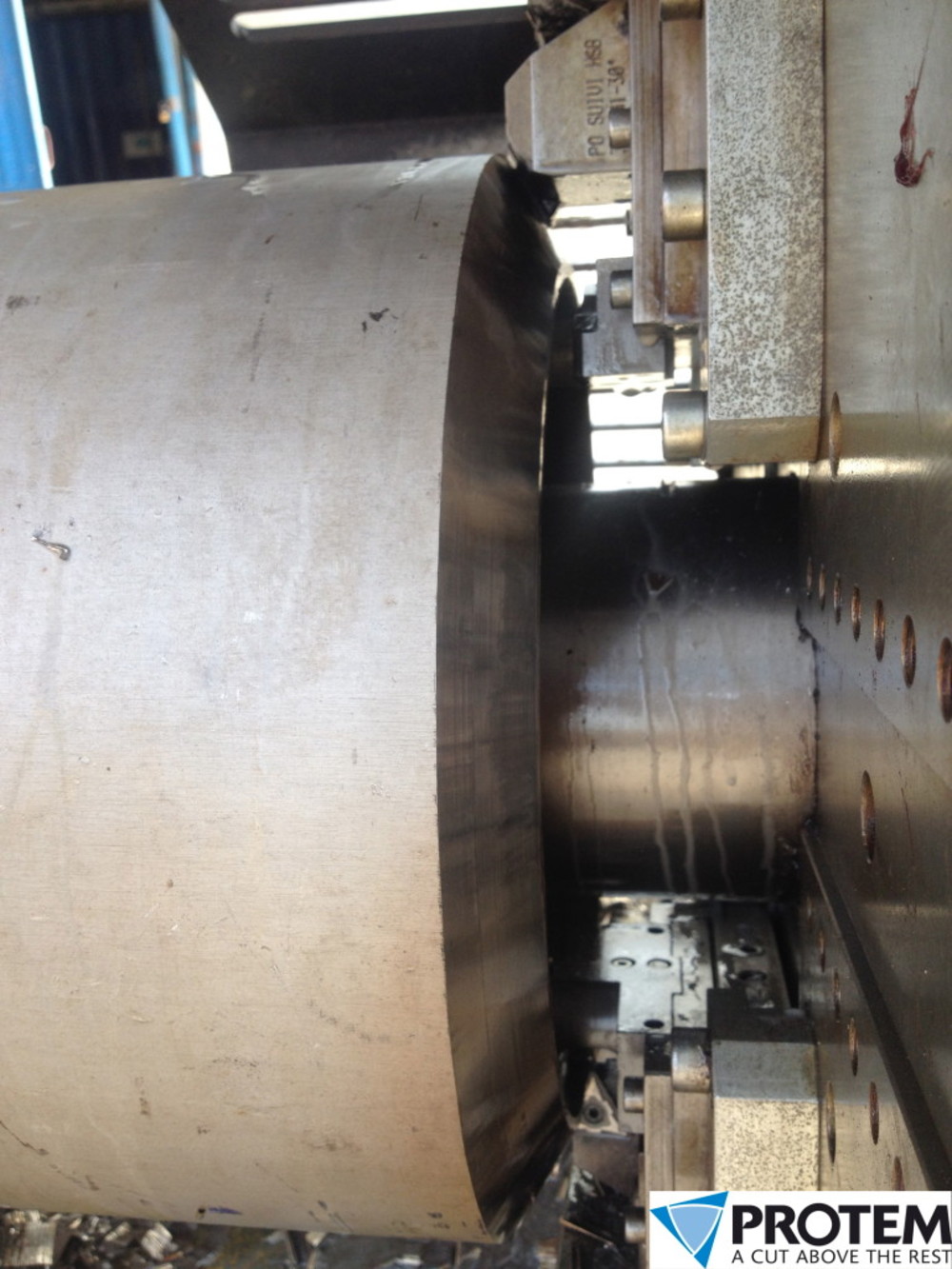
Le matériau dans lequel le tube a été fabriqué va avoir une influence sur toutes les opérations de fabrication dont les opérations d’usinage. L’usinabilité d’un tube dépend directement du matériau dans lequel il a été fabriqué et pour chaque matériau des précautions particulières doivent être prises afin de garantir un usinage de qualité.
L’usinage est une opération courante lors de la préparation au soudage par exemple, où le bout du tube doit être usiné selon des angles précis de manière à permettre à la soudure de pénétrer le matériau sur toute l’épaisseur du tube.
Acier Standard
Les tubes en acier standards sont les plus utilisés du fait de leur faible coût et de leurs qualités mécaniques qui conviennent pour un grand nombre d’applications. Les tubes en acier sont résistants, durables et déformables. Ils peuvent donc être utilisés pour des applications impliquant de fortes variations de température ou de pression. Ce type de tube est aussi très utilisé lorsque des chocs ou des vibrations peuvent affecter la canalisation (comme c’est le cas sous les routes par exemple). Les tubes en acier sont assez simples à fabriquer et peuvent être pliés ou coupés assez facilement.
Les tubes en acier sont cependant très sensibles à la corrosion si aucun traitement n’est appliqué. Un traitement courant contre la corrosion est la galvanisation. Il s’agit de recouvrir le tube en acier avec un revêtement de zinc. Ce revêtement en zinc va s’oxyder à la place de l’acier qu’il protège mais de manière très lente.
L’usinage de l’acier faiblement allié, c’est-à-dire avec un faible taux de carbone (entre 0,008% et 2.14%), ne pose pas de problèmes particuliers d’usinage. Lorsque le taux de carbone augmente, les propriétés du matériau comme la dureté ou la résistance mécanique ont tendance à être améliorées de façon significative. Cela a donc aussi une forte influence sur l’usinabilité qui tend à être plus compliqué avec des aciers contenant un haut taux de carbone.
Acier P91
L’acier P91 est un acier allié avec une haute teneur de Chrome (9%) et de Molybdène (1%). L’ajout de Chrome permet d’augmenter la résistance mécanique à haute température ainsi que la résistance à la corrosion. Le Molybdène améliore quant à lui la résistance à la déformation. De petites quantités de Nickel et de Manganèse permettent d’améliorer la dureté du matériau. Le P91 est très sensible aux variations dans sa microstructure qui peuvent survenir lors d’un échauffement trop important. Ces variations de microstructure ont tendance à fragiliser le matériau. C’est pourquoi l’usinage à froid est souvent préféré pour la coupe de ce type de matériau.
Le P91 a été développé pour la fabrication de canalisations dans les centrales électriques thermiques conventionnelles ou nucléaires. En effet la vapeur qui quitte le surchauffeur d’une chaudière dans une centrale moderne a une température de l’ordre de 570°C à 600°C et une pression entre 170 et 230 bar. Cela signifie que les derniers étages du surchauffeur et les canalisations apportant la vapeur de la turbine doivent supporter ces conditions extrêmes. Un matériau avec une haute résistance mécanique qui ne se détériore pas avec le temps comme le P91 est donc nécessaire.
Le P91 a permis aux ingénieurs de réduire l’épaisseur des canalisations tout en augmentant la température de fonctionnement, ce qui permet d’améliorer l’efficacité thermodynamique de l’ensemble.
L’usinage du P91 n’est cependant pas aisé du fait de sa haute résistance mécanique. Le changement régulier des outils pour garantir leur tranchant et l’utilisation de vitesses de coupe basses permettront de faciliter l’usinage de ce matériau. Il est possible de jouer sur la profondeur de passe pour augmenter la rapidité de l’usinage.
Acier Duplex
Un acier inoxydable Duplex se compose d’un acier inoxydable au chrome et d’un ajout de nickel. La matrice contient à la fois de la ferrite et de l’austénite d’où le nom Duplex. Cet alliage a été conçu pour assurer la résistance à la corrosion et la résistance à la traction. Les tubes en acier Duplex sont très utilisés dans l’exploitation du pétrole et du gaz sur des chantiers offshore où les pipelines sont soumis à de fortes pressions et à un environnement salin. Ce type de tubes se retrouve aussi dans les industries utilisant des produits chlorés ou des acides telles que les industries chimiques ou pharmaceutiques. Ces dernières années, des aciers Duplex plus fortement alliés ont fait leur apparition sous les appellations Super-Duplex ou Hyper-Duplex.
L’usinage de tube en acier Duplex est en général assez difficile en raison de la résistance à la traction ainsi que d’une limite d’élasticité élevée. La température de la coupe peut être très élevée et déformer le tube plastiquement. L’outillage et le bridage doivent être suffisamment rigides et stables pour usiner le Duplex.
Acier inoxydable
Les aciers inoxydables sont constitués de fer et de carbone, tout comme les aciers standards, auxquels sont ajoutés du chrome qui au-delà d’une certaine proportion (10.5%) permet la formation d’une couche d’oxyde de chrome. Cette couche dite « couche passive » est chimiquement inerte, résistante à la corrosion et stable. D’autres éléments peuvent être ajoutés pour améliorer la tenue mécanique (Nickel) ou la tenue à haute température (Molybdène, Titane, Vanadium, Tungstène).
Bien que d´un coût plus élevé que les tubes en acier standard, les tubes en acier inoxydables sont très répandus dans un grand nombre d’industries telles que l’industrie chimique, pétrolière, pharmaceutique, agroalimentaire, aéronautique, la construction navale …
En effet, leur résistance à la corrosion et leur stabilité chimique permettent d’utiliser ces tubes pour des fluides qui ne doivent pas être contaminés, tels ceux utilisés dans l’industrie pharmaceutique ou l’industrie agro-alimentaire ou des fluides corrosifs que l’on trouve notamment dans l’industrie chimique.
L’usinage de l’acier inoxydable dépend fortement de la proportion des éléments d’alliage. Une forte proportion de chrome, nickel ou titane rendra l’usinage plus difficile tandis que des éléments comme le carbone ou le souffre faciliteront l’usinage.
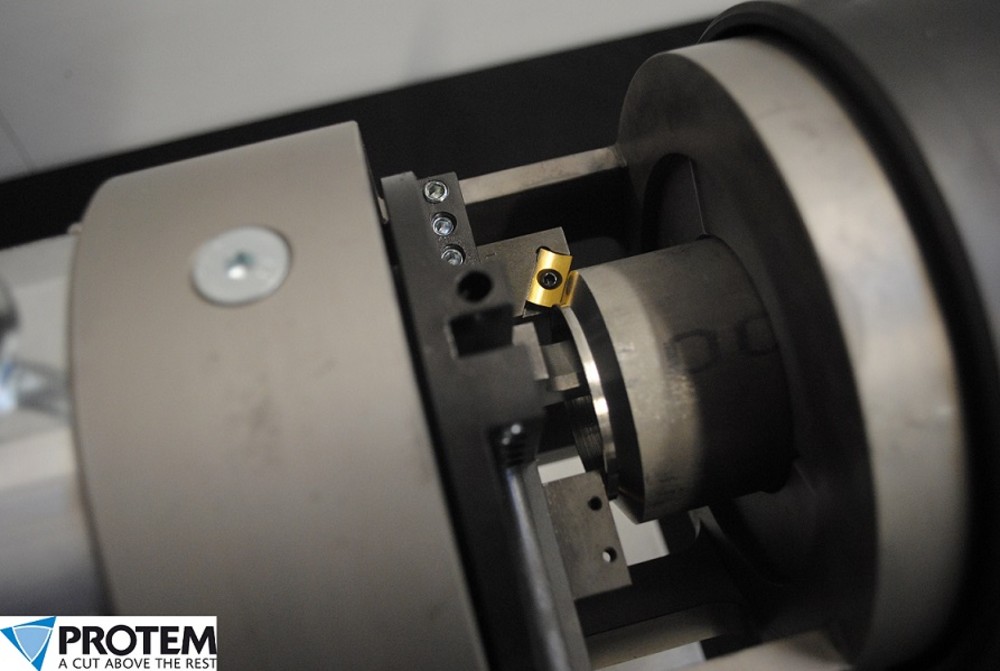
L’arrête de coupe doit être acérée pour favoriser le détachement de la matière et réduire les efforts de coupe.
L’assemblage des outils ainsi que la machine elle-même doivent être suffisamment rigides pour soutenir les efforts induits par la coupe. Il est en effet communément admis que les efforts de coupe peuvent être supérieurs de 50% avec un acier inoxydable comparé à un acier carbone standard.
Superalliages
Les Superalliages utilisés dans la fabrication de tubes font la plupart du temps partie de la gamme des superalliages base Nickel. On trouve dans cette famille l’Inconel ou l’Austénite, qui sont des noms provenant du fabricant de l’alliage.
La base de l’alliage est donc du nickel qui peut être allié avec du chrome, du fer, du titane ou de l’aluminium. Ces alliages présentent les mêmes avantages que les aciers inoxydables mais de manière plus significative. En effet, leur résistance à la chaleur est plus élevée (environ 900°C) tout comme leur résistance à la corrosion (corrosion à l’ion chlore, eau pure et caustique). Leur prix est beaucoup plus élevé que celui des alliages standards mais ce prix se justifie pour les applications où la sécurité des opérateurs est un critère essentiel.
Les tubes en Superalliages base Nickel sont utilisés dans l’aéronautique (dans les chambres à combustion par exemple), dans l’industrie chimique pour leur résistance à la corrosion, dans le génie nucléaire et dans une moindre mesure dans l’industrie agroalimentaire.
L’usinage des superalliages est réputé être très difficile. Cette difficulté provient de plusieurs facteurs. Tout d’abord, nous devons considérer que 70% de la chaleur est renvoyée directement à l’outil contre seulement 15% pour un acier par exemple. Il est donc important de pouvoir refroidir l’arrête de coupe pendant l’usinage. Le deuxième facteur qui complique les opérations d’usinage est la dureté du matériau. La durée de vie des outils peut être réduite à quelques minutes si la machine d´usinage utilisée n´offre pas la puissance nécessaire voire si les outils et les vitesses de coupe ne sont pas adaptés.
Titane
Le titane est un métal extrêmement intéressant pour l’industrie. Il permet la fabrication de tubes légers mais très résistants à la corrosion et aux températures extrêmes (600°C). Ses caractéristiques mécaniques (résistance, fatigue et ductilité) sont aussi avantageuses. Seul son coût limite son utilisation à des applications spécifiques. Il est principalement utilisé dans l´industrie aéronautique où sa faible densité conjuguée à ses caractéristiques mécaniques en font un matériau incontournable.
La conductivité thermique du Titane étant très faible (environ dix fois moindre que celle de l’acier), la dissipation de chaleur n’est pas optimale lors de l’usinage. L’arête de coupe doit être refroidie correctement pour éviter les défauts d’usinage.
Des outils tranchants doivent être privilégiés pour faciliter le détachement de la matière et ainsi réduire la force de coupe.
La difficulté d’usinage est accrue avec les titanes traités (traitement par précipitation ou présence de chrome par exemple).
Aluminium
L’aluminium est un métal très largement utilisé dans l’industrie. Les tubes en aluminium sont peu couteux, facile à former et à assembler entre eux. Ils sont aussi résistants à la corrosion et légers, ce qui en fait des matériaux de choix dans l’aéronautique, les transports et la construction. Les tubes en aluminium sont aussi très utilisés dans la construction de circuits pneumatiques.
L’usinage des tubes en aluminium est relativement facile car sa dureté est très faible. Cependant, certains problèmes dus à sa malléabilité peuvent apparaître comme le bourrage de copeaux. La solution consiste à augmenter la vitesse d’usinage, la profondeur de passe et l’avance. Une déformation des tubes lors de l’usinage peut également intervenir si la machine d´usinage et tout particulièrement son mandrin de serrage, n´est pas appropriée.
La conductivité thermique élevée des aluminiums permet une bonne évacuation de la chaleur. La vitesse de coupe peut donc être augmentée sans réduction de la durée de vie des outils.
 English USA
English USA  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski