English USA
English USA  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski 
Usinage avec une US25 sur une robinetterie en milieu Nucléaire
Publications presse 11/01/2017Reprise d’un piquage « by pass » soudé sur une vanne installée dans un milieu nucléaire.

Reprise d’un piquage « by pass » soudé sur une vanne installée dans un milieu nucléaire.
Description du besoin :
Reprise d’un piquage « by pass » soudé sur une vanne installée dans un milieu nucléaire.
L’angle et le talon du piquage n’étaient pas conformes pour le soudage. Le montage de la vanne sur un tour aurait été bien plus complexe. Il a donc été demandé à SERCO d’usiner ce piquage directement chez le client en respectant les côtes du plan ayant des tolérances au dixième de millimètre.
Ø intérieur du piquage : 25 mm
Ø extérieur : 34 mm
Tolérance de la côte du talon à respecter : 0.1 mm
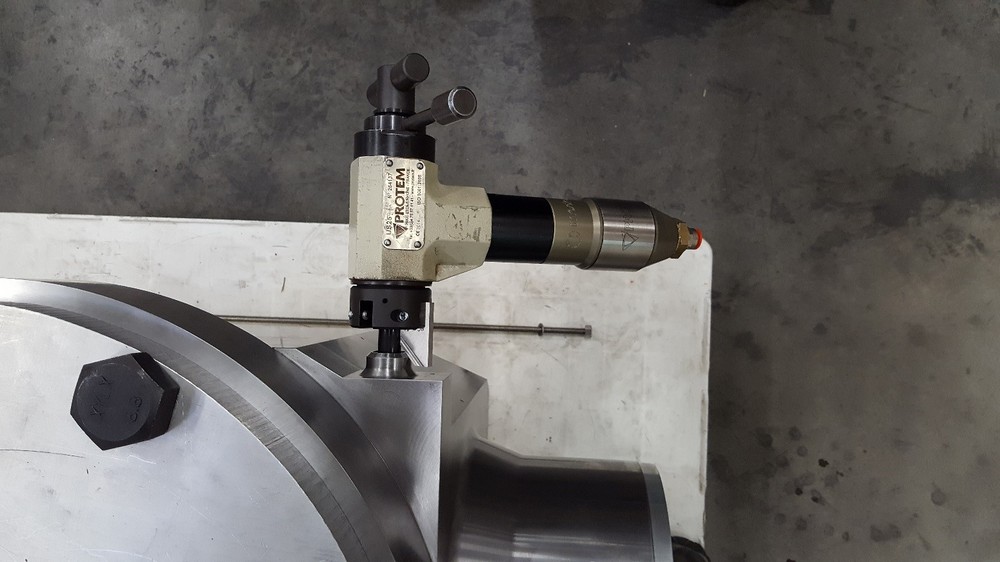
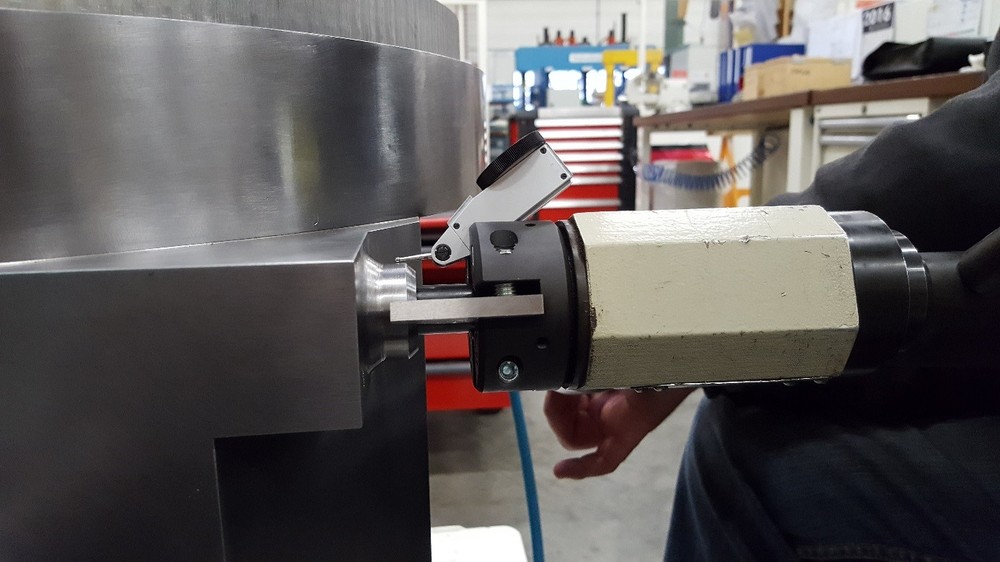
Machine PROTEM US25 pneumatique
Arbre réduit Ø 18 mm
Outils spéciaux
Douille de protection pour l’intérieur du piquage
Montage de la machine
+ réglage de la machine sur le piquage
+ usinage du piquage
+ démontage de la machine
TOTAL : 20 minutes
Le client a procédé à un contrôle par empreinte à la cire, le résultat était conforme aux tolérances demandées.
L’intervention avec une machine portable a permis d’éviter le montage de la vanne sur un tour traditionnel.
Un tel réglage sur un tour conventionnel aurait pris beaucoup plus de temps et la précision n’aurait pas été garantie.
Seule la machine PROTEM disposait de la rigidité et de la précision nécessaire à la réalisation d’un tel usinage.